

ゴム練りは、配合表どおりに材料を投入すれば終わる工程ではありません。
同じ原材料、同じ配合であっても、混練条件、投入順序、排出温度、ロール作業、分出し形状、作業者の判断によって、次工程での加工性や製品品質は大きく変わります。
小暮ゴムでは、ゴムコンパウンドを「練って終わり」ではなく、お客様の成形・押出・打ち抜き・貼り合わせなどの工程で、安定して使える状態に仕上げることを重視しています。
そのために、配合内容や用途に応じたニーダーラインの使い分け、ロールによる分出し・仕上げ技術、精密用途向けの分散管理、作業者の社内認定制度を組み合わせ、安定した精練品質を追求しています。
小暮ゴムの精練は、単に原材料をコンパウンドにする技術ではありません。材料の特性を見極め、設備条件を管理し、最後は次工程で使いやすい状態まで整える技術です。
用途に応じて使い分ける、複数のニーダーライン
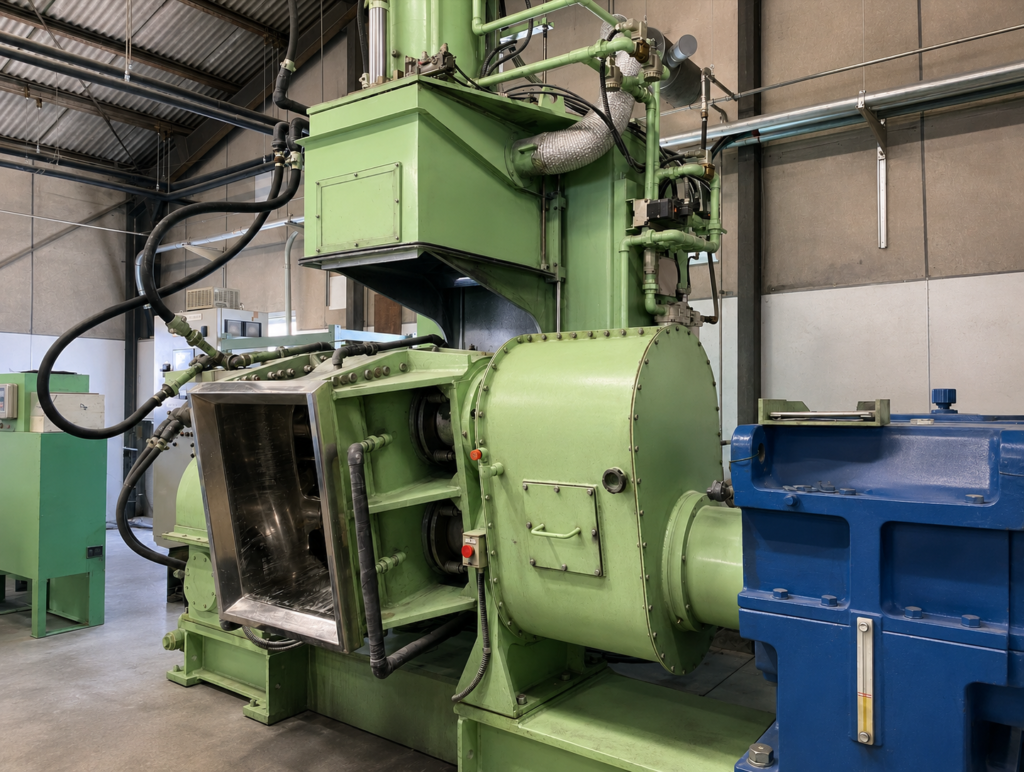
小暮ゴムでは、75Lニーダーを5基保有し、配合内容や用途に応じてラインを使い分けています。
ゴム練りは、すべての配合を同じ設備・同じ考え方で処理すればよいわけではありません。
材料によって、分散させたい成分、粘着性、発熱しやすさ、色替えの難しさ、後工程で求められる形状が異なります。
例えば、カーボン配合と非カーボン配合では、汚染管理の考え方が変わります。粘着しやすい材料では、混練後の取り出しやシート化まで含めて工程を考える必要があります。色物やカラーバッチでは、異物・色移り・温度管理への配慮が欠かせません。
そのため小暮ゴムでは、材料特性や用途に応じて、最適なニーダーラインを選定しています。

第1ライン
練りレシピを登録し、作業条件を管理することで、誰がいつ練っても同じ条件で再現しやすいニーダーライン。

第2ライン
SPMへ接続し、バギングしやすい材料や粘着しやすい材料でも、分散後にシート状へ成形しやすいニーダーライン。

第3ライン
ノンカーボン・ノンタルク環境で、室温管理を行いながら、スコーチ速度の早いリボン出しやカラーバッチ生産にも対応できるニーダーライン。
第4ライン
分出し(シーティング)に対応する専用ニーダーライン。
厚みはt3〜t12mmまで対応可能です。

第5ライン
ペレタイザーへ接続し、ペレット化まで想定した材料に対応するニーダーライン。

少量練り専用ライン
20Lニーダー・3Lニーダーの小練り設備を保有。
少量試作や配合検討にも対応しています。
小暮ゴムでは、要求物性だけでなく、加工方法、納入形態、次工程での使われ方まで考慮し、安定したゴムコンパウンドを製造しています。
次工程で使いやすい、安定した分出し

小暮ゴムでは、混練後の分出し品質を重要な技術のひとつと考えています。
ゴム材料は、練り上がった状態だけでなく、どの厚み・幅・形状で分出しされているかによって、次工程での作業性が大きく変わります。
分出しが不安定だと、成形現場では材料の投入量がばらついたり、ロールで再加工する手間が増えたり、作業者ごとの調整に頼る状態になりやすくなります。
特に、成形前に毎回ロールで材料を整える必要がある場合、現場の技術者・作業者に大きな負担がかかります。
小暮ゴムでは、お客様の使用条件に合わせて、必要な厚み・幅・重量に近い形で分出しを行い、次工程でそのまま使いやすい状態で納入できるよう対応しています。
「A練りだけ購入し、自社でB練り・分出しをしていたが、現場負担が大きくなっていた」というお客様から、A練りからB練り、分出しまで一括でご相談いただくケースもあります。
必要な時に、必要な形状で材料を受け取れることで、成形現場のロール作業を減らし、技術者が本来注力すべき製品開発・品質改善・工程管理へ時間を使いやすくなります。
精密用途に求められる、高い分散性
小暮ゴムでは、精密な練り品質が求められるゴム材料にも対応しています。
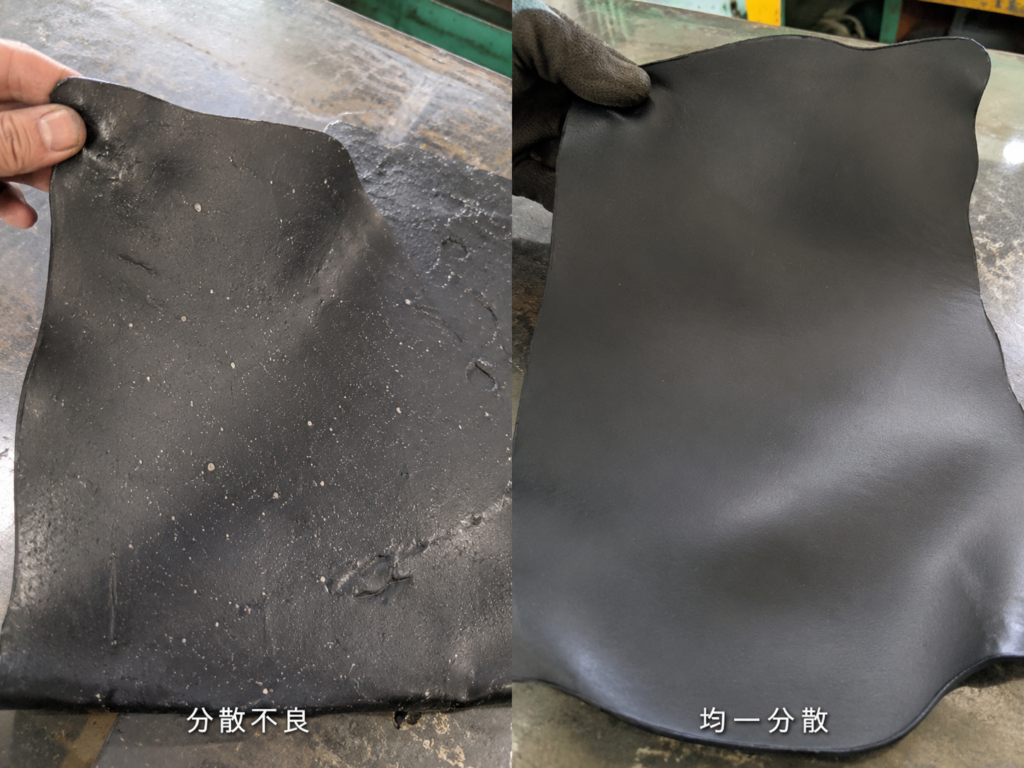
特に、小径の押出製品、薄肉部品、シール材、ダイヤフラム、精密成形部品などでは、わずかな分散不良や異物、練りムラが製品不良につながることがあります。
例えば、フィラーや薬品の分散が不十分な場合、表面肌の乱れ、ピンホール、押出寸法のばらつき、局所的な破れ、耐久性低下などの原因になります。
このような用途では、単に物性値を満たしているだけでは不十分です。検査データには現れにくい、
実際の製品形状、加工方法、使用条件まで考慮し、材料が安定して流れ、均一に成形・押出できる状態に仕上げる必要があります。
小暮ゴムでは、混練条件、投入順序、ロール作業、温度管理、分出し状態まで含めて確認し、次工程での不良低減につながる練り品質を追求しています。
これまでにも、小暮ゴムの練り材料へ切り替えたことで、小径押出製品の不良率が改善したケースがあります。
ロール作業は、社内認定者のみが対応
ゴム練りにおいて、ロール作業は非常に重要な工程です。
小暮ゴムでは、ロール目、切り返し回数、切り落とし回数、目通し・薄通しの回数などを、配合ごとに設定しています。
そのため、作業者の感覚だけに頼っているわけではありません。
一方で、ゴム材料は配合内容や練り上がり状態によって、ロールへの巻き付き方、表面肌、まとまり方、温度の上がり方が変わります。
同じ手順で作業していても、材料の状態を見ながら調整しなければ、分散性や分出し品質に差が出ることがあります。
特に高難度配合や精密用途向け材料では、ロール作業のわずかな違いが、加工性・表面肌・分散性・分出し寸法に影響します。
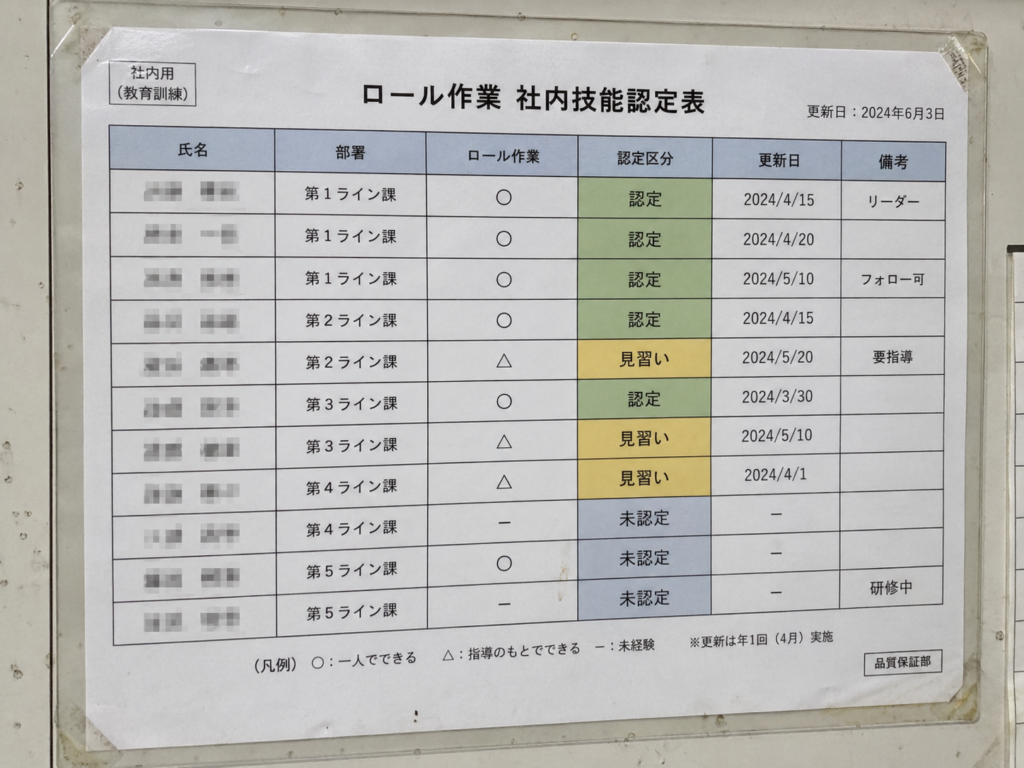
そのため小暮ゴムでは、ロール作業について社内認定制度を設けています。
一定の教育・実務経験を経たうえで、工場長クラスの責任者が技量を確認し、認められた作業者のみがロール作業に入る運用としています。
これは、単に安全面のためだけではありません。
ゴム材料の状態を見極め、適切なタイミングで切り返し、温度上昇を抑えながら、均一で扱いやすい状態に仕上げるためには、経験と判断力が不可欠です。
配合ごとの管理条件を守りながら、表面肌やまとまり方まで確認し、次工程で使いやすい材料に仕上げること。
それが、小暮ゴムの精練品質を支える重要な要素のひとつです。
練るだけでなく、考えうる「お客様が一番使いやすい状態」を目指す
ゴム練り加工では、配合表どおりに材料を混ぜるだけでは、良いコンパウンドにはなりません。
重要なのは、お客様の現場で実際に使いやすく、安定して製品化できる状態に仕上げることです。
小暮ゴムでは、分出し精度、分散性、ロール作業、温度管理、作業者教育、次工程での使いやすさまで含めて、ゴム練り品質を考えています。
「他社材では加工が安定しない」
「分出し品質にばらつきがある」
「自社でロール作業を続けるのが負担になっている」
「精密用途向けの練り品質を改善したい」
といったご相談も、お気軽にお問い合わせください。